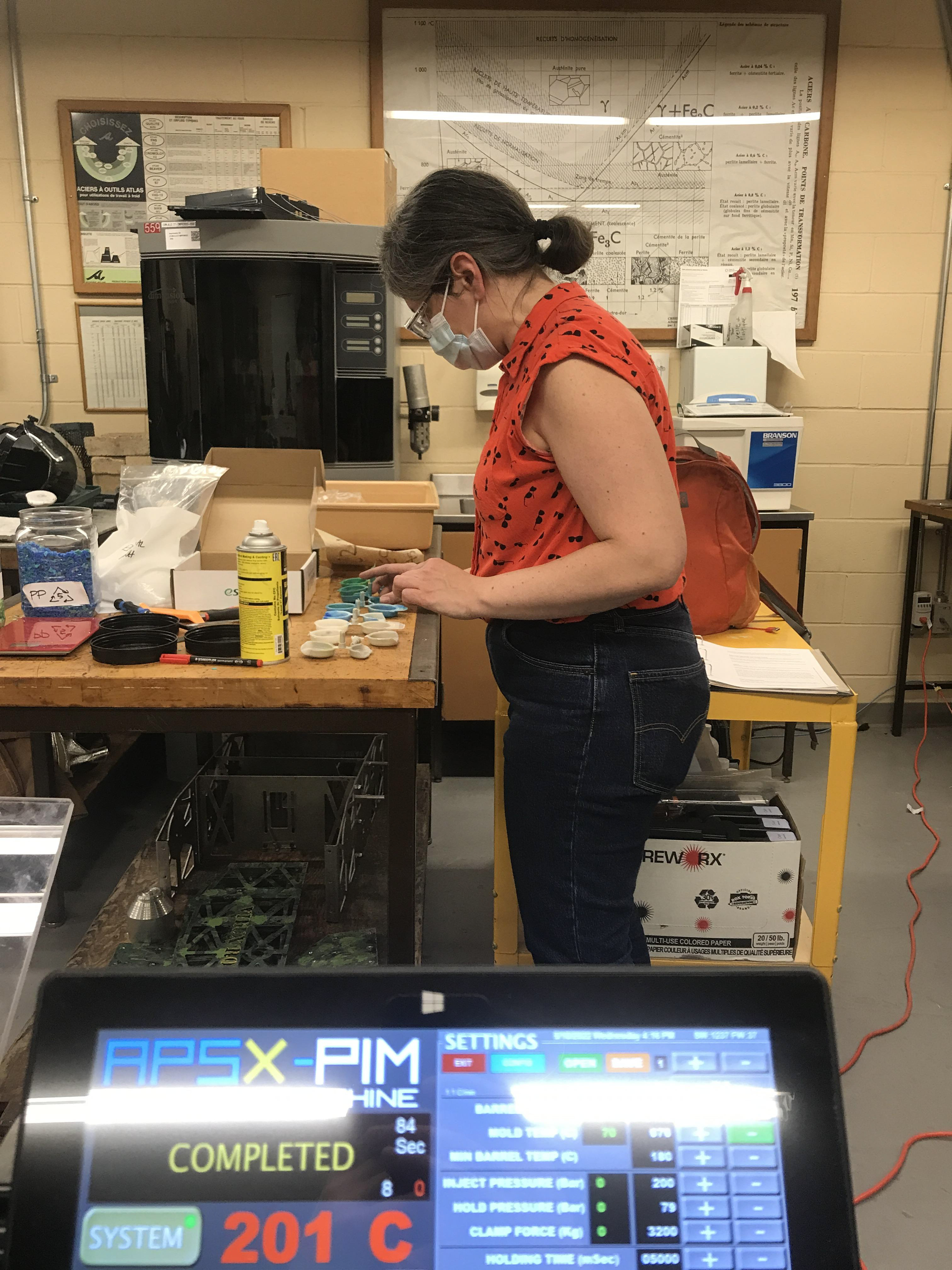
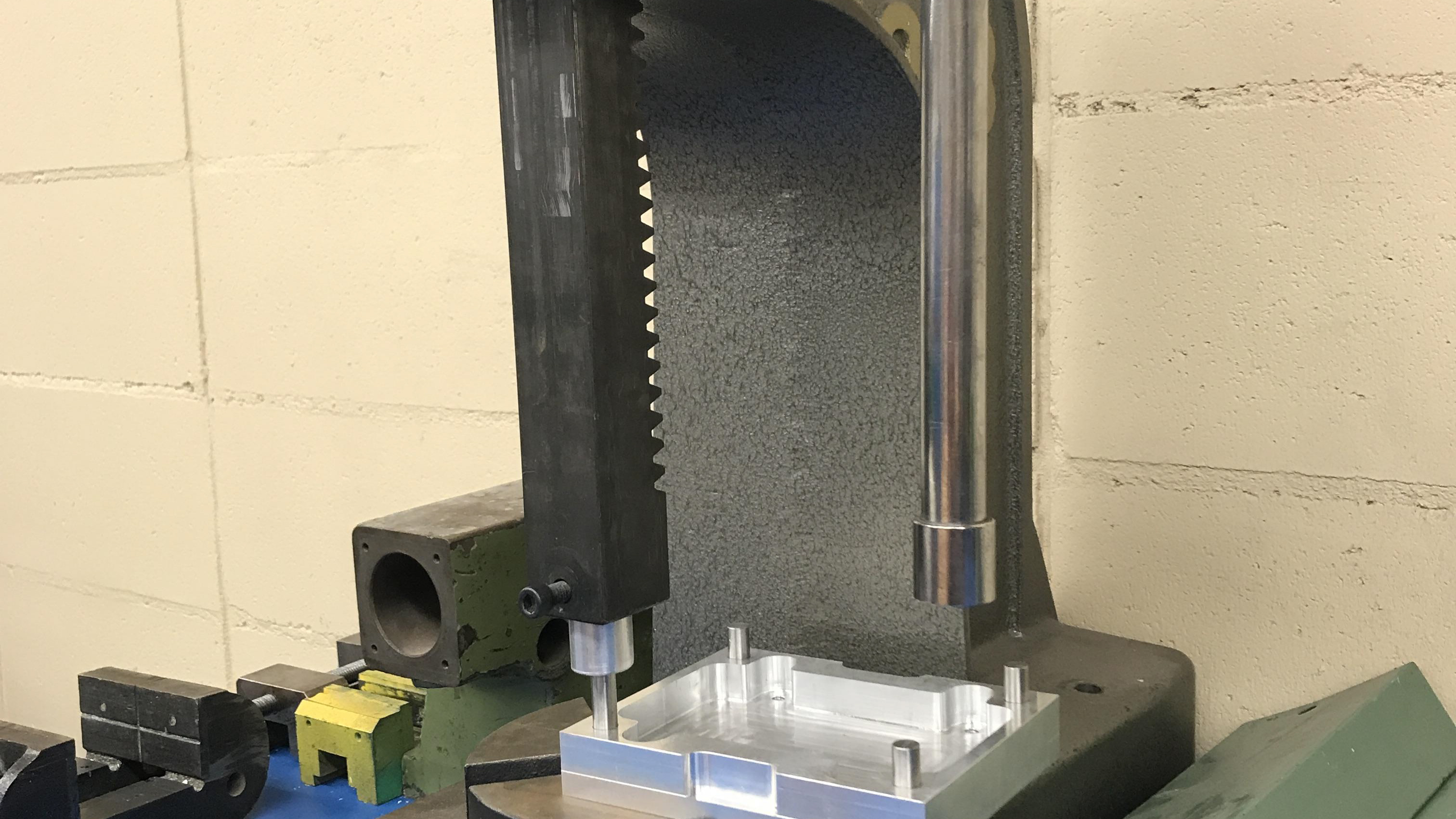
En cette deuxième journée d'injection, nous avons décidé d'avoir une approche plus méthodique. J'ai commencé par apporter deux modifications aux moules qui aideront à résoudre le problème du plastique qui s'infiltre entre les deux empreintes près du seuil d'injection. Nous avons ensuite réinstallé le moule sur la machine pour débuter les tests.


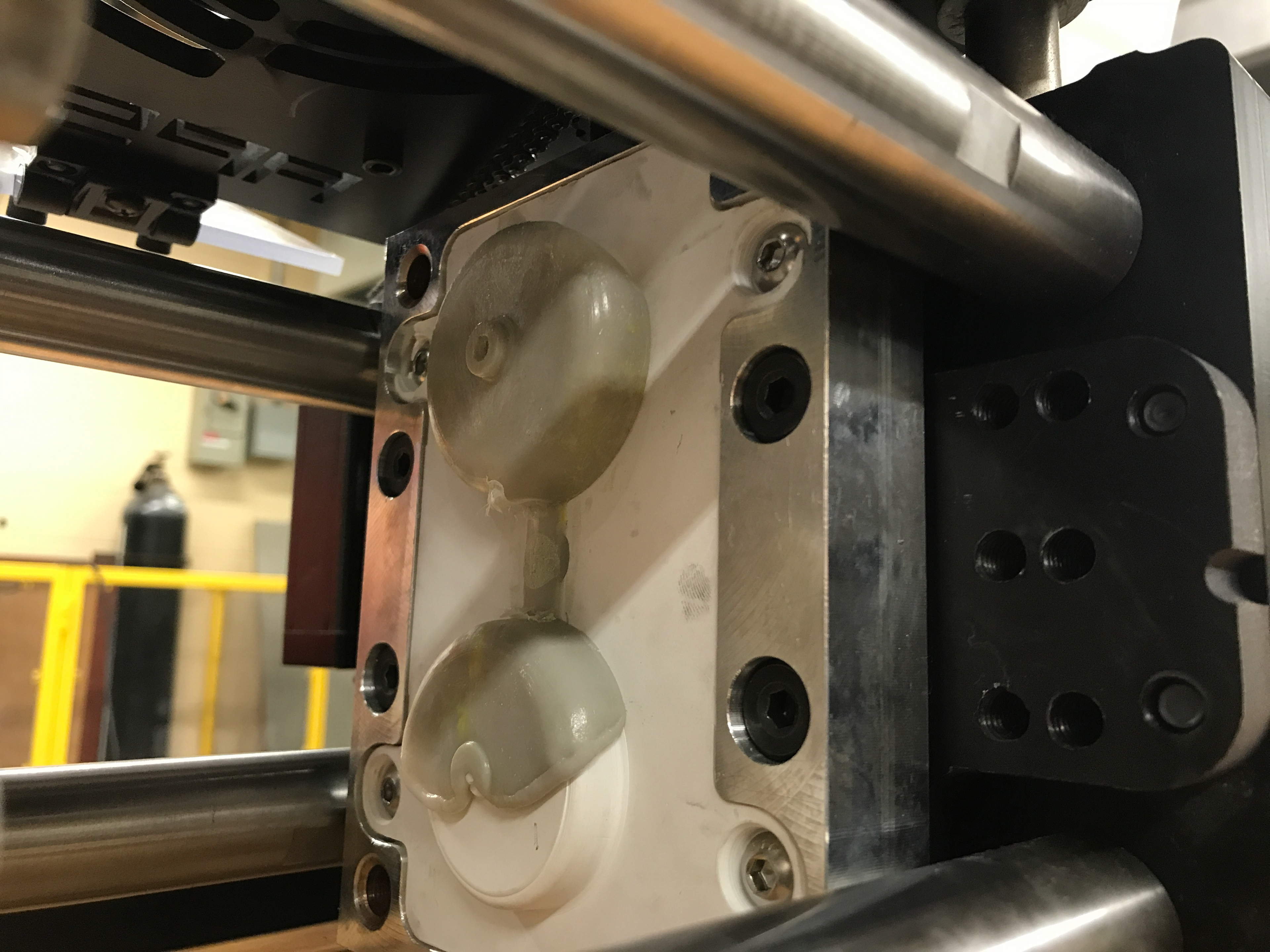
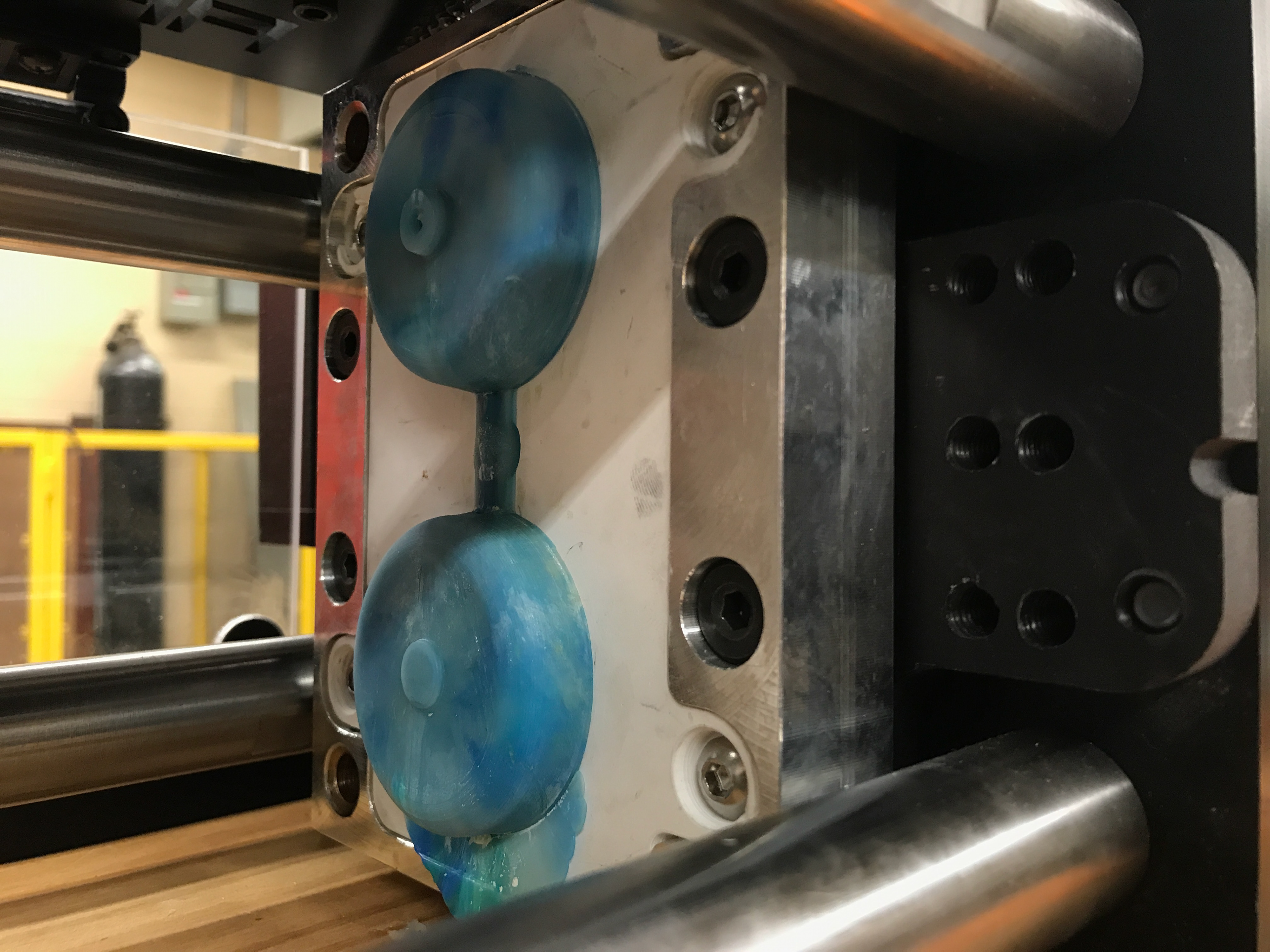
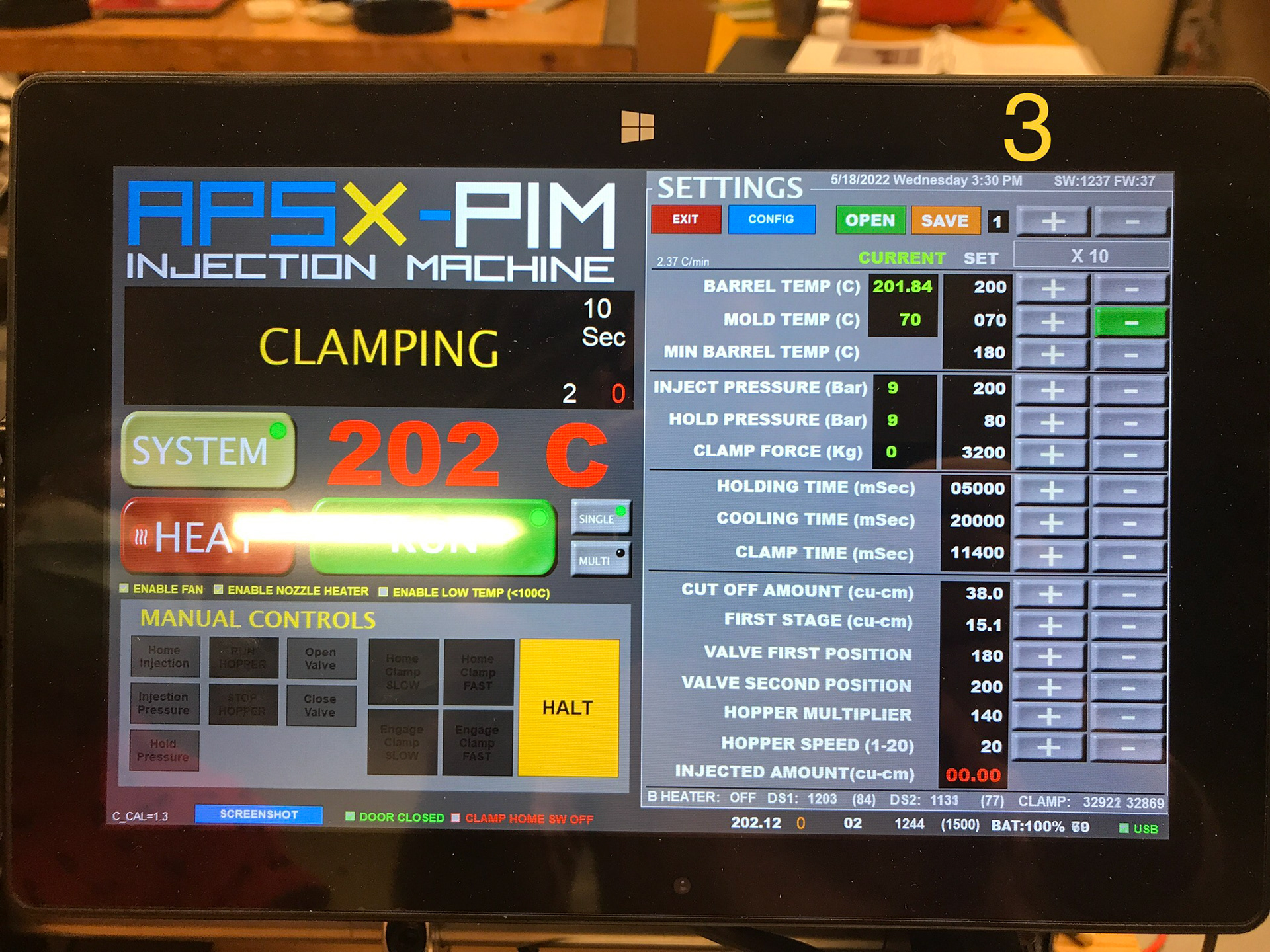
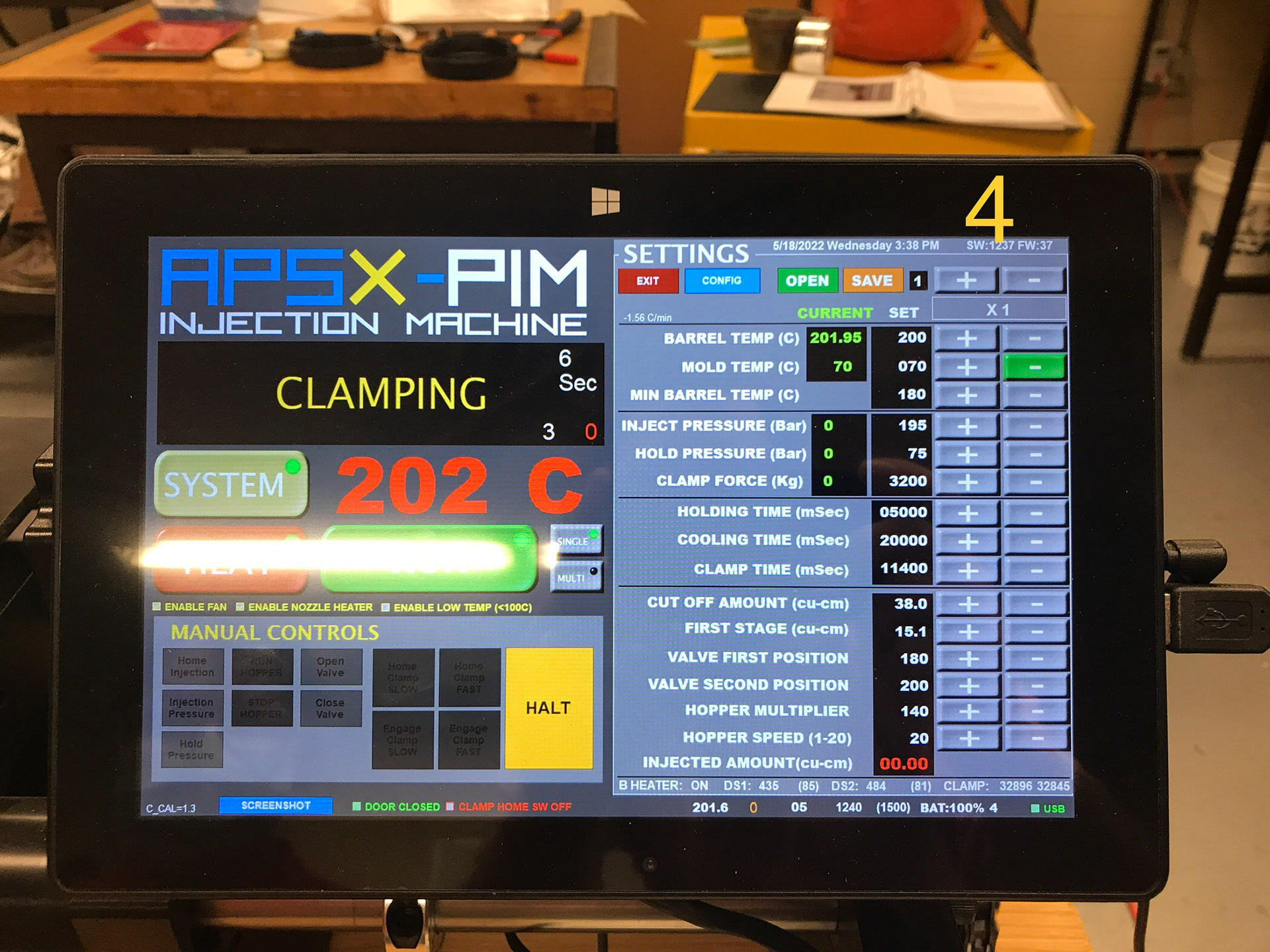
Pour le premier test, on a utilisé les paramètres qui avaient été utilisés la veille. On peut constater que les modifications apportées au seuil d'injection ont résolu le problème de pièces siamoises. Cependant, on voit aussi un peu d'étirement de la matière près du seuil d'injection et la cavité ne s'est pas complètement remplie. Pour le test numéro deux, nous avons donc allongé le temps de refroidissement et augmenté la pression d'injection et nous avons tout de suite constaté une amélioration de la surface des pièces et du remplissage.



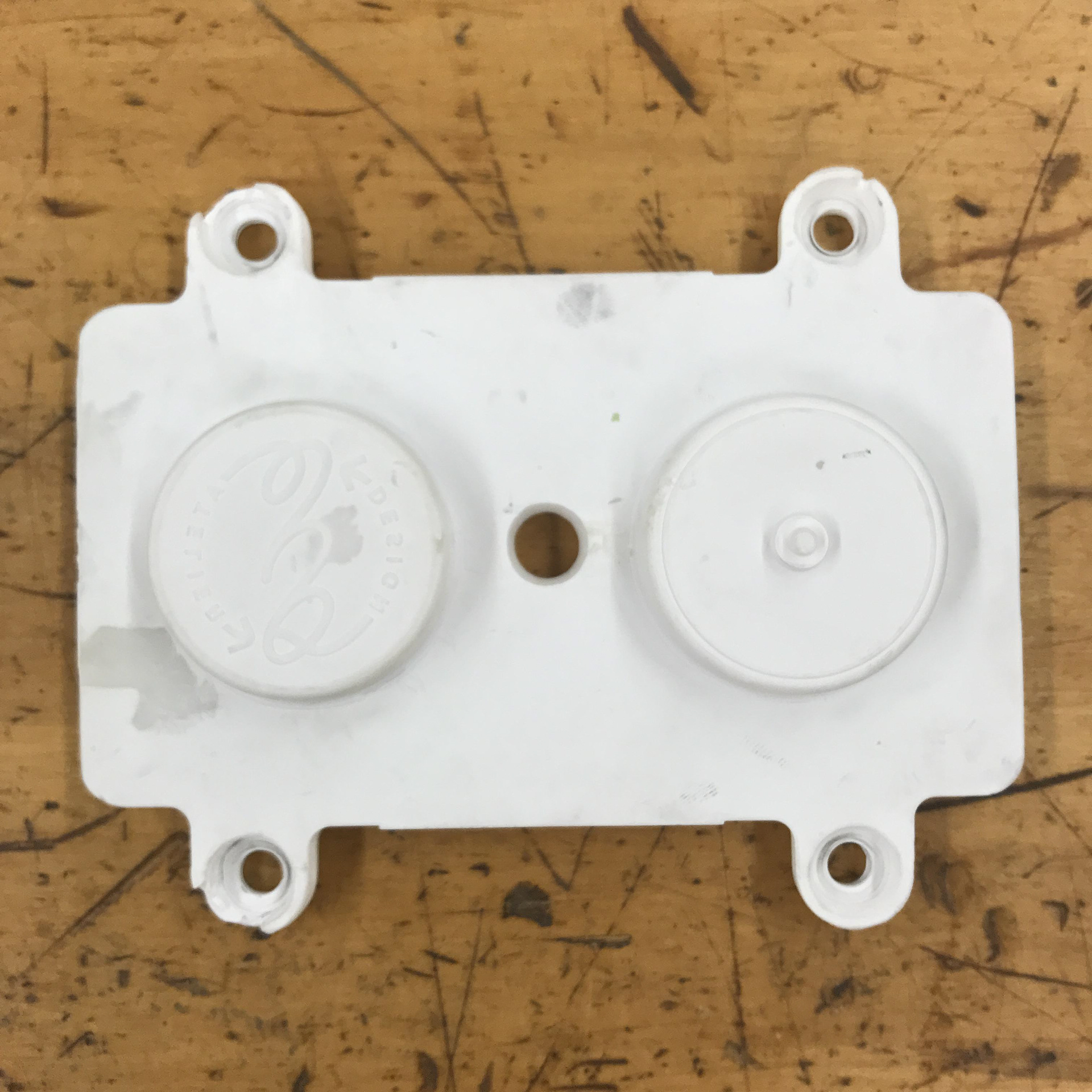
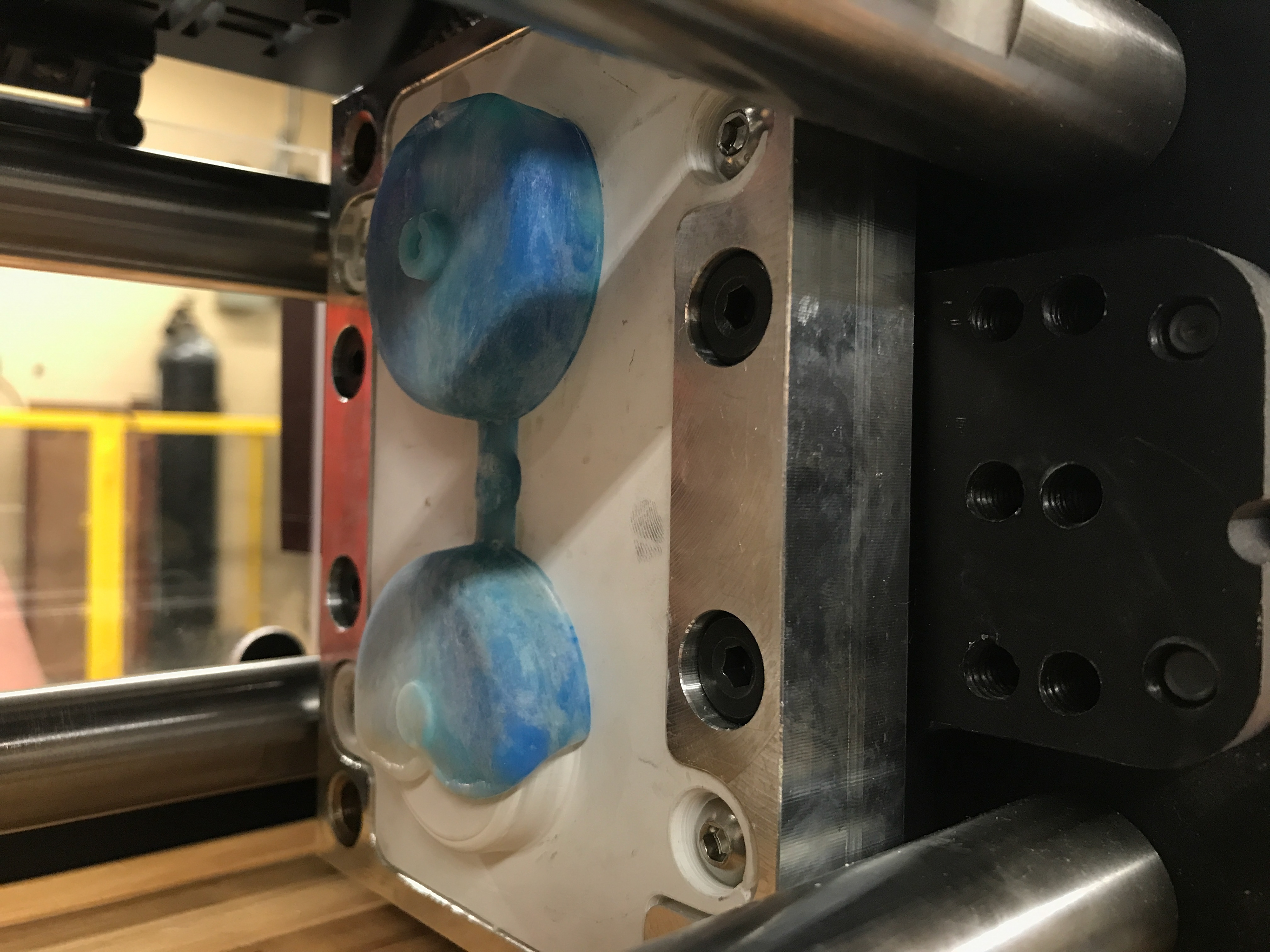
Pour le test suivant, nous avons donc encore une fois augmenté la pression et cette fois-ci la pièce a débordé et le plastique s'est infiltré à l'extrémité du moule. À ce moment, nous avons essayé de réduire à nouveau la pression pensant que nous l'avions trop augmenté, mais en y repensant plus tard nous avons conclu que l'infiltration était probablement causée par le plan de joint qui est légèrement courbé. C'est une déformation qui est survenue au moment de l'impression du moule. Le test numéro quatre ne s'est donc pas complètement rempli.
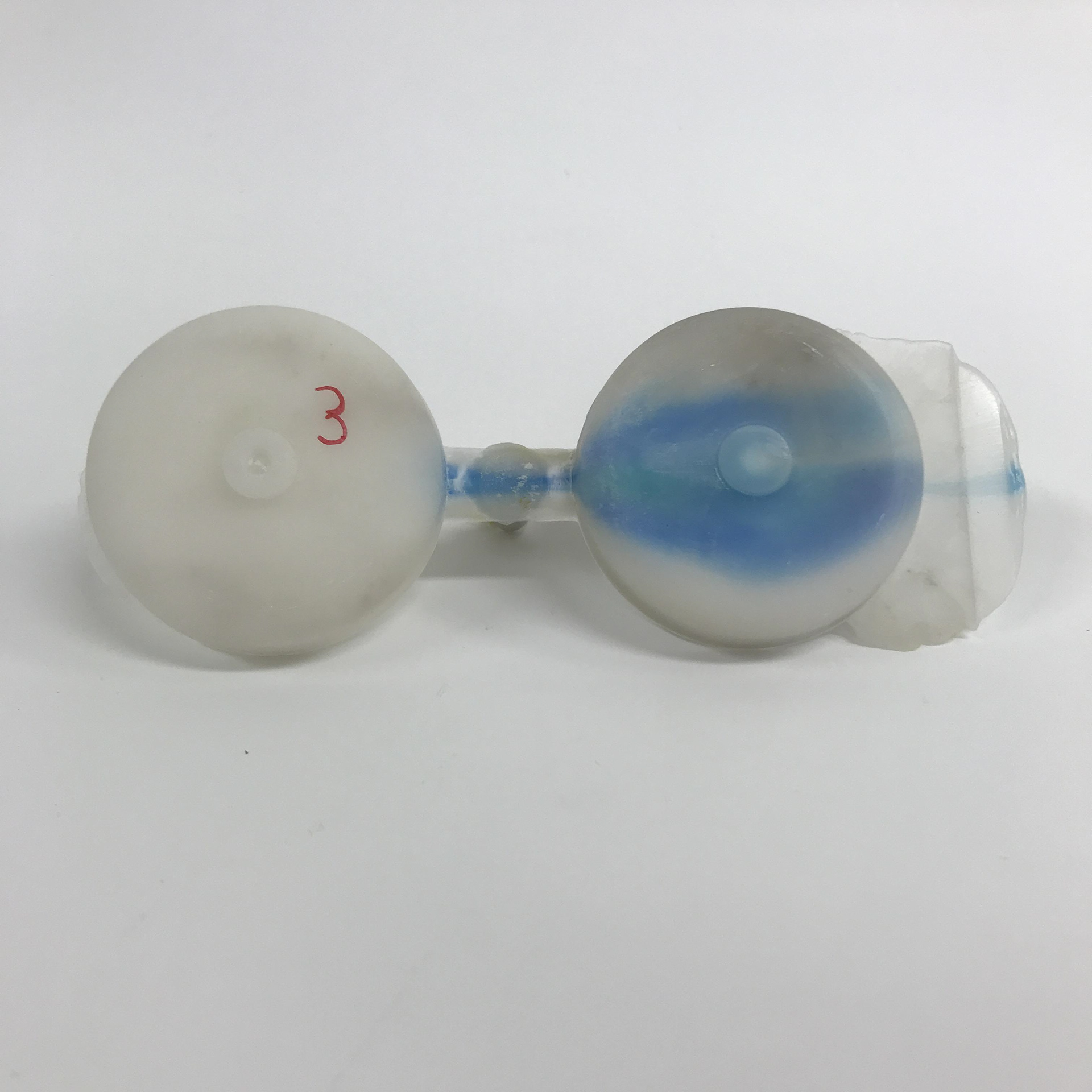



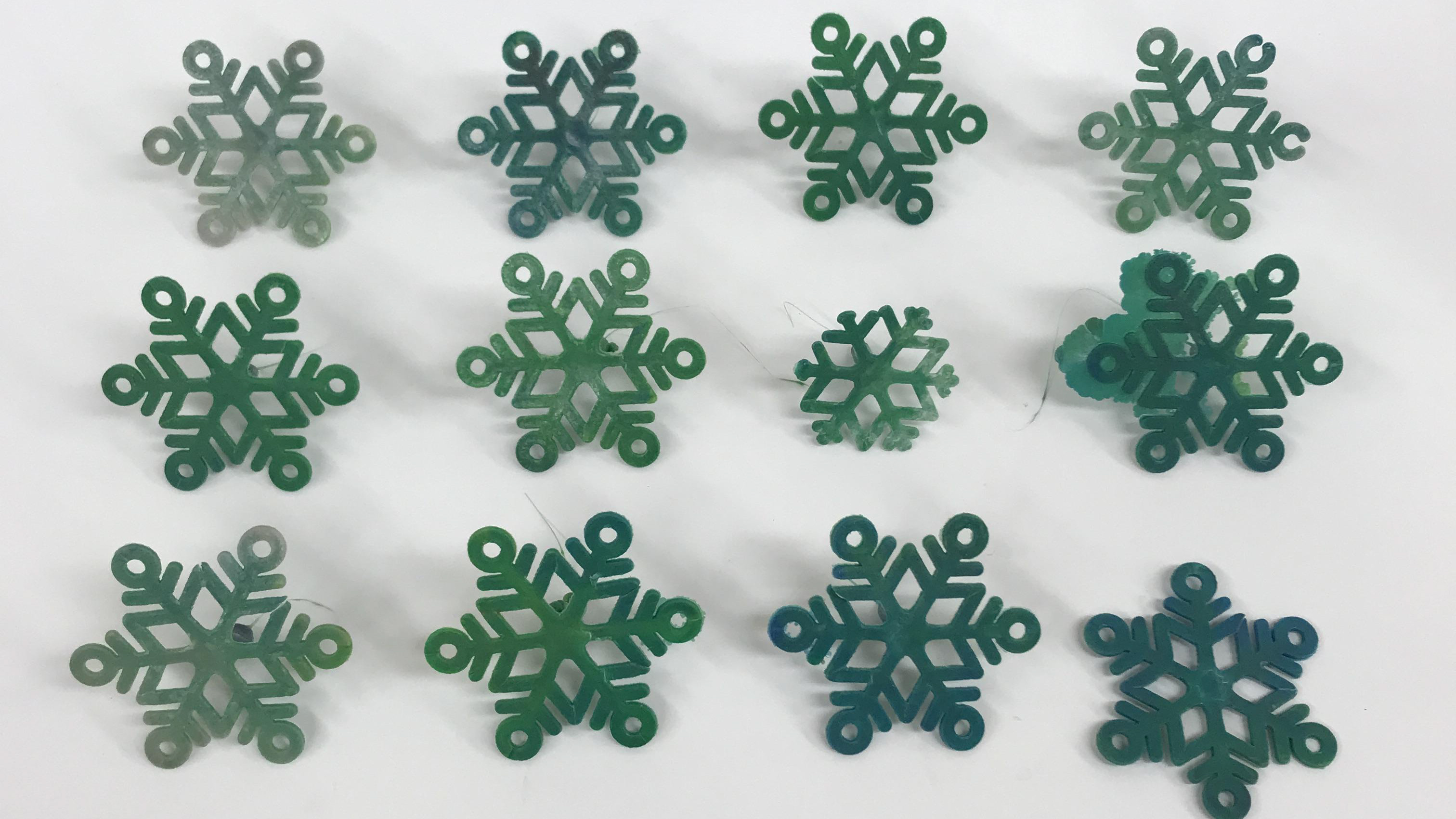
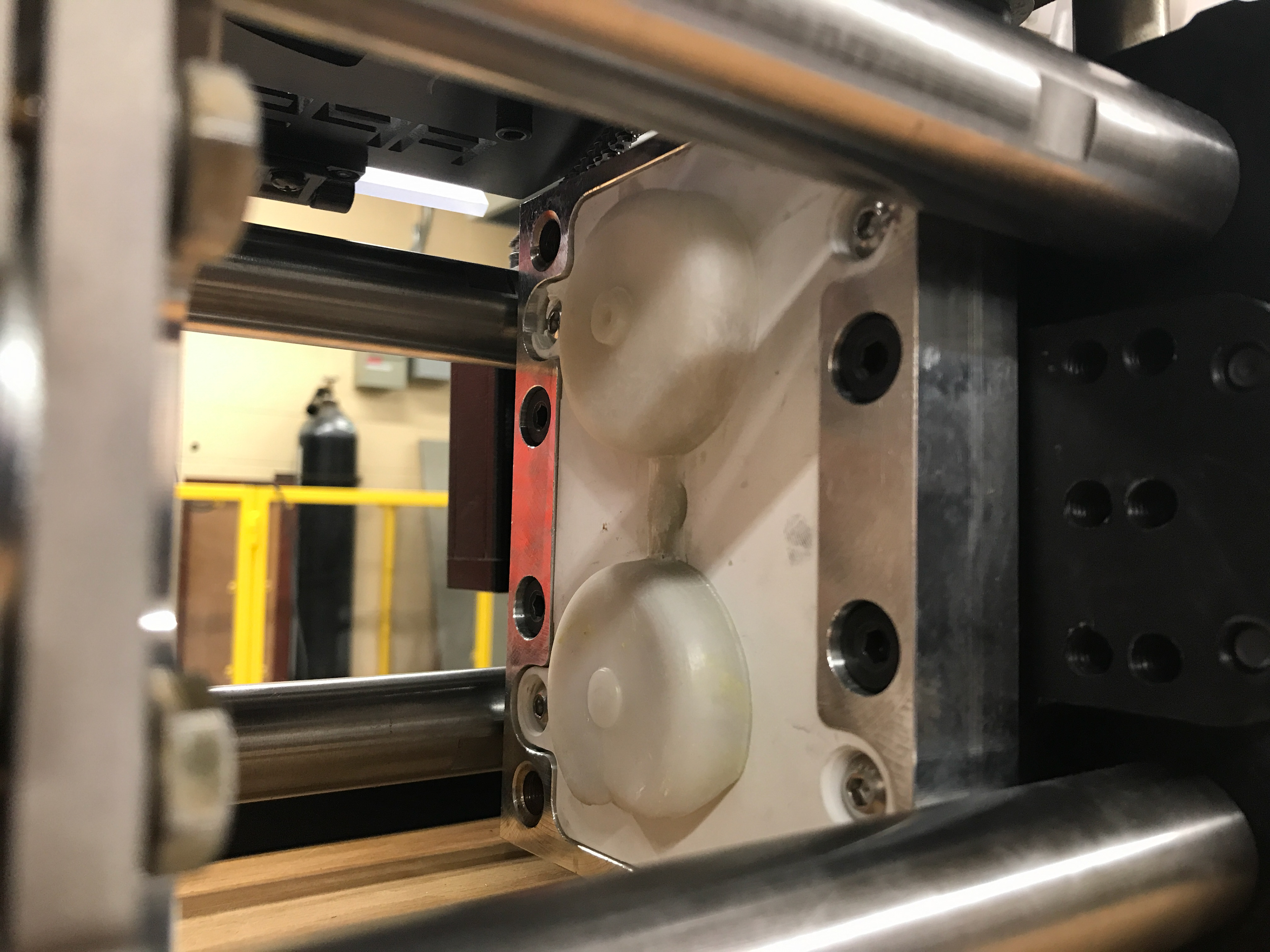
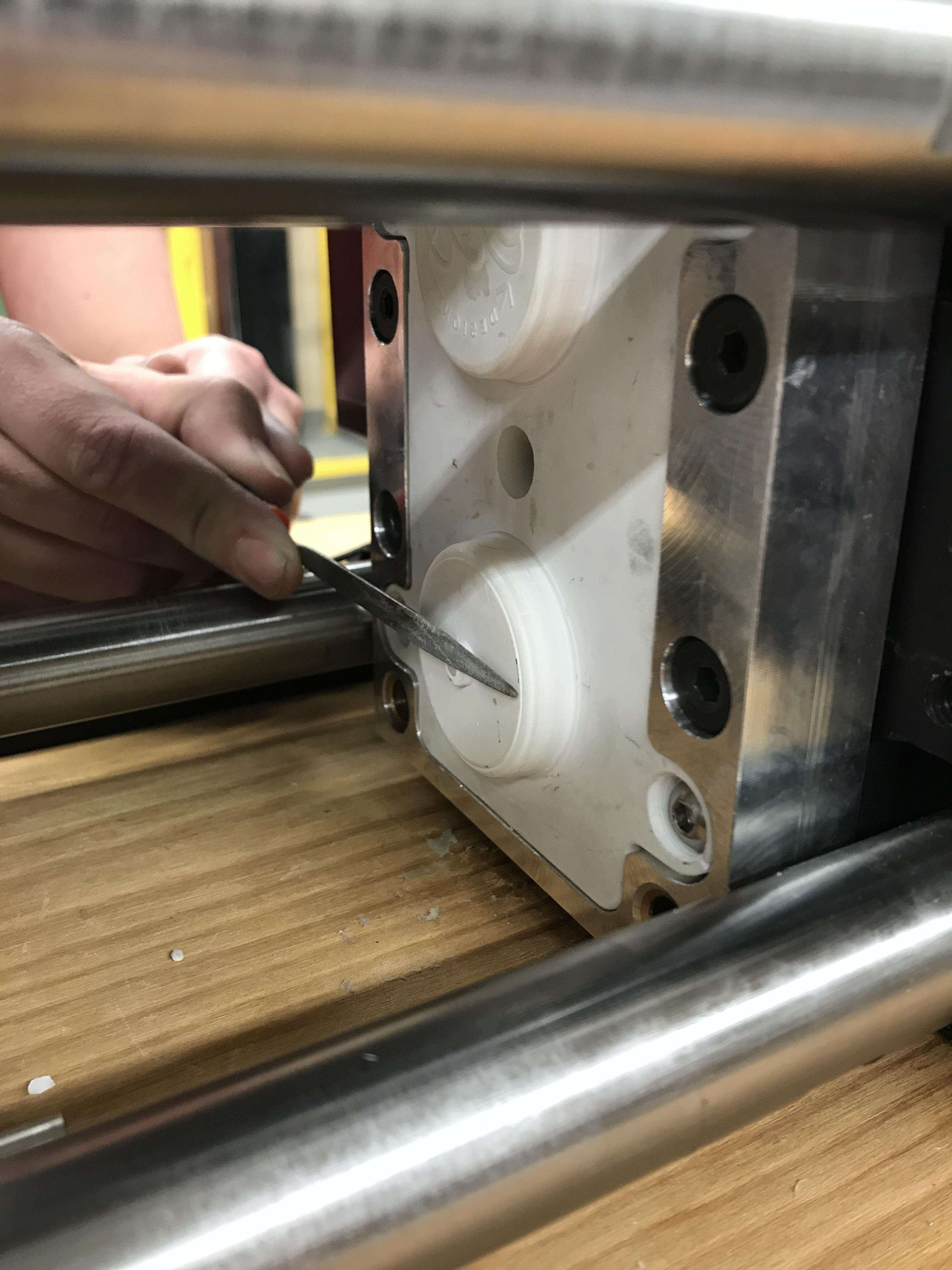
En prenant le temps d’analyser les défauts sur les pièces des tests numéro un à quatre, nous avons remarqué une ligne de soudure sur l'un des deux côtés. On peut la voir clairement sur la pièce numéro trois à droite dans la photo ci-dessous. Cette ligne ne cause pas vraiment de soucis pour l'intégrité physique de l'objet, mais c'est un défaut cosmétique que nous voulions réglé. Yolaine m'explique que cette ligne est causée par plot de vissage au centre du yo-yo qui divise le flot du plastique en deux et la ligne apparaît à l'endroit où les deux courants se rencontrent. Nous avons décidé d'altérer cette partie du moule avec une petite lime alors qu'il est encore sur la machine. Cela nous a permis d'observer immédiatement le résultat de la modification.

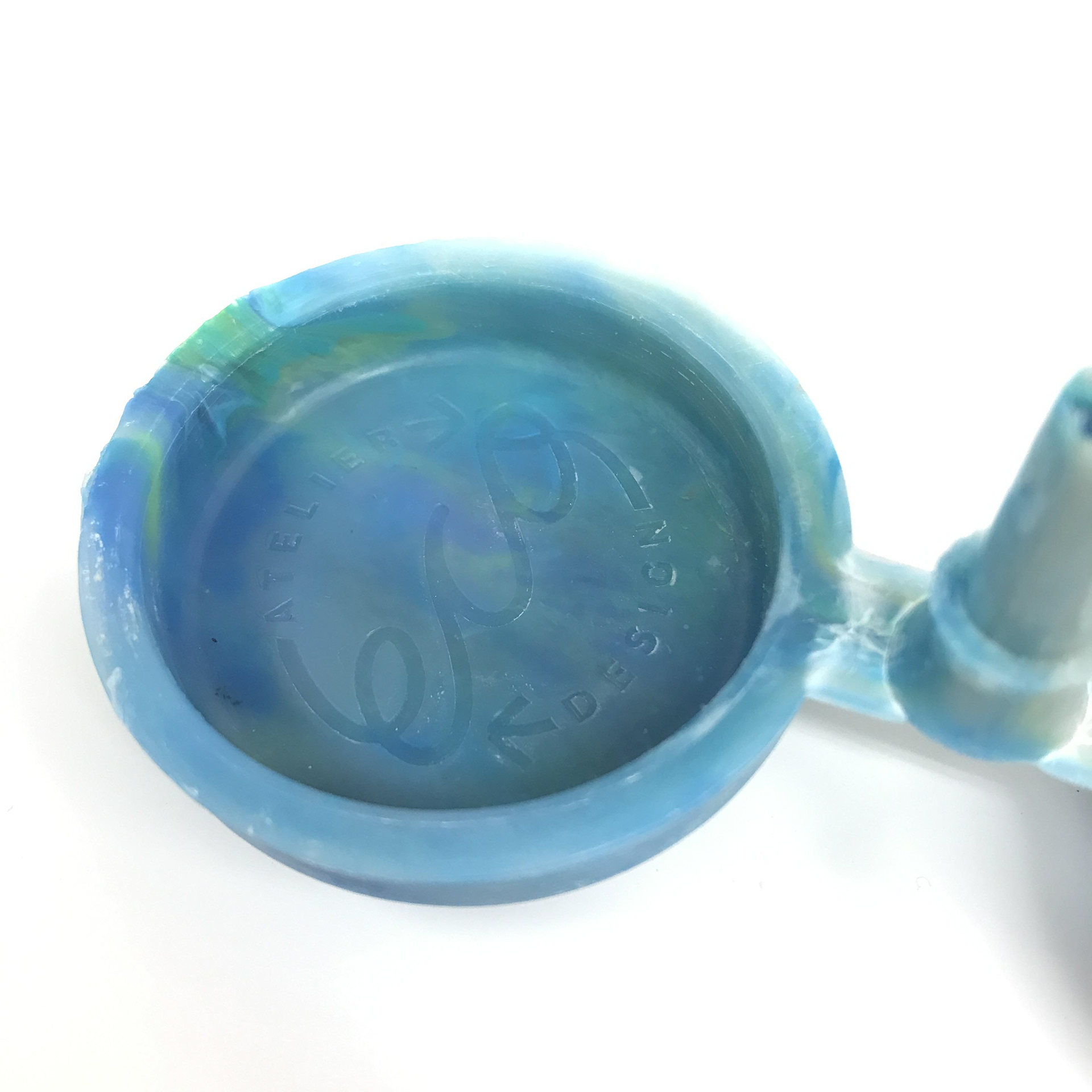
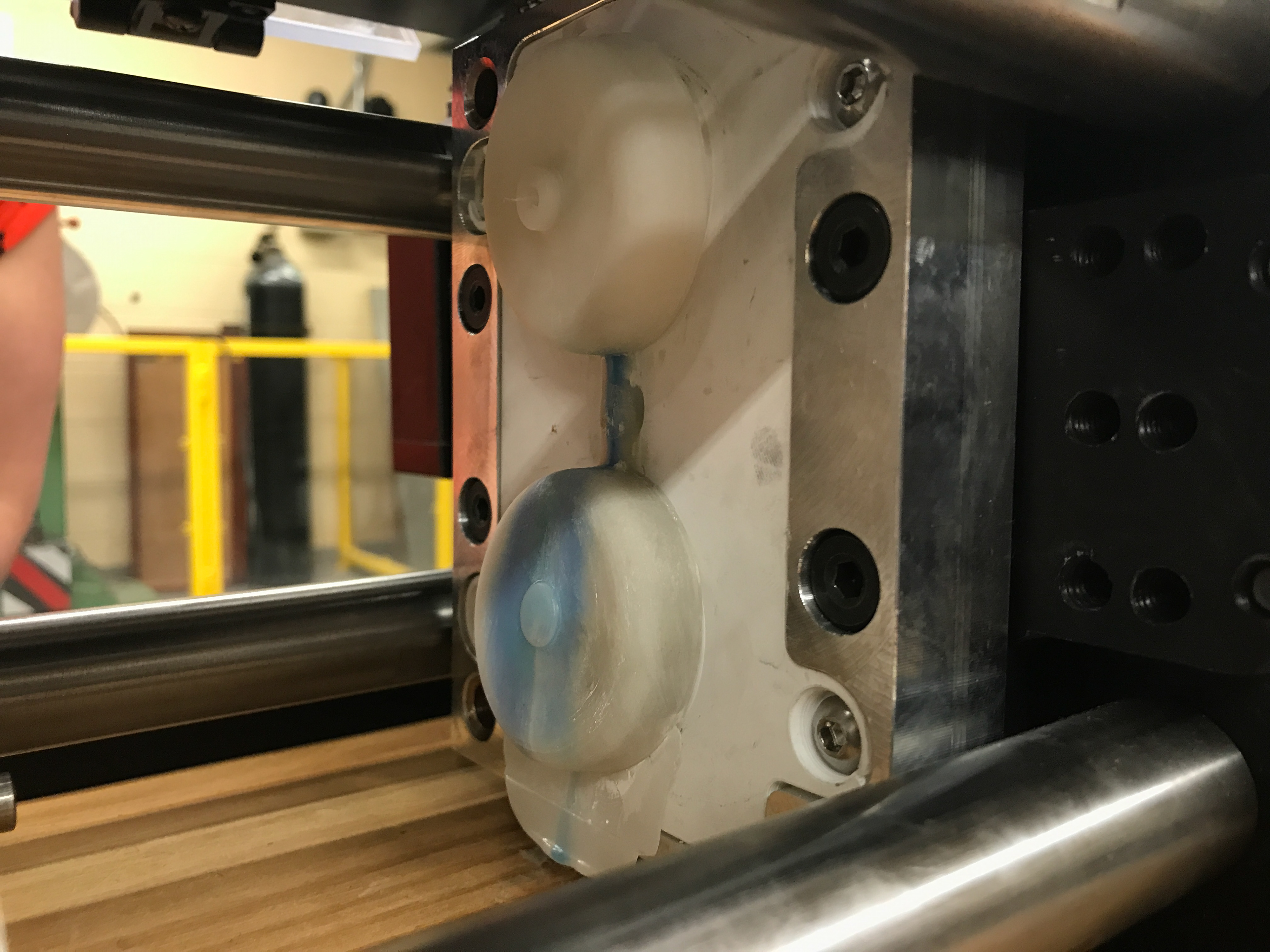
Le test numéro cinq est à ce jour notre meilleur résultat. Les deux cavités sont bien remplies, il n'y a pas de ligne de soudure et le logo est net et précis. Pour les tests subséquents, le moule a commencé à se dégrader aux endroits où nous avions bouché des trous avec du mastic à carrosserie et il s'est formé de contre dépouilles aux extrémités du moule. Nous avons donc décidé d’arrêter les tests pour le moment et de recommencer avec un nouveau moule et d'en profiter pour y implémenter toutes les modifications que nous avions dû faire manuellement.